構想を書いてから1か月以上過ぎてしまいましたが、2号機作りました。
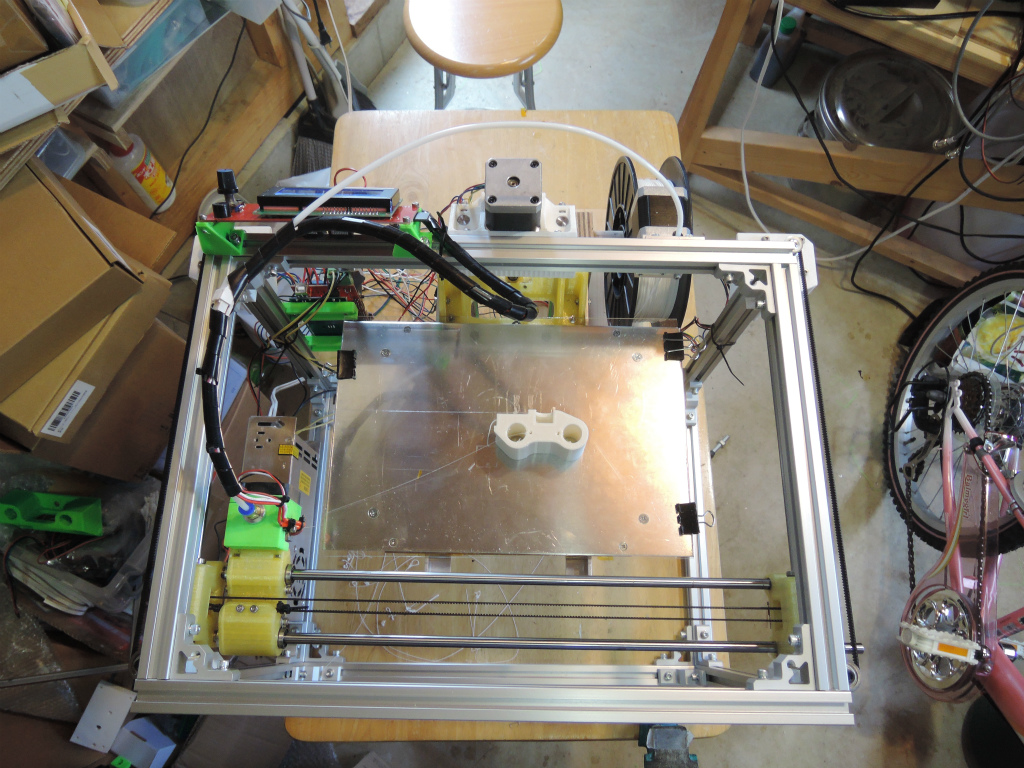
倉庫が散らかっていて見苦しいですが。。。上から見たところです。
ベースは、ichibey さんのcorecube sakura rev. 3 を選びました。
これは、H-botスタイルのガントリーでホットエンドが駆動され、Z軸はmakerbot replicator やUltimaker 等でよく見られる、テーブルが上下するタイプです。
構想でも書きましたが、激しく動く必要のあるXYはなるべく軽い機構で動かせ、あまり動かないZは台形ネジでゆっくりしっかり動くというものを作りたいと思いました。
また、私の1号機はデルタプリンタを選びましたが、プリントの範囲を容易に拡大することができないので、プリント範囲を比較的容易に拡大できるこの構造を選択しました。
目標としては、A4の面積のプリントができるものを目指しています。そのため、ichibeyさんのblogの情報では300mm長のアルミフレームで組まれていますが、私はX軸の長さだけ450mmのアルミフレームを使って大型化しました。(後でも書きますが大型化には問題がなくはないです)。
部品の収集は、monotaro やaliexpress 、それからアルミ板やアルミLアングルなどは近所のホームセンター(Unidy)で行いました。
aliexpressで購入したものは、安く済ますために、ほとんどfree shipping を選択してのですが、本当に1月以上届くまでかかったものや、違う部品が届いたりしたものもあり、苦労しました。
Ichibeyさんのblogに様々な情報がありますが、部品表は明確に書かれていません。そこで私の製作では部品表を作りながらやっていて、ある程度めどがついたらここで公開できればと思っていますが、作りながらいろいろ変更を続けて今がある、という感じなので、なかなかこういうまとめ作業まで行きませんね。。。
また、部品も少し違っているところなどもありますので、そのため、追加部品をデザインしたりする必要がありました。
部品のデザインは、元ネタのstl ファイルがある場合は、sketchup でインポートしていじくってstl で出力するか、stl から寸法を測定して、ptc creo elements direct modeling express でモデリングしてstlで出力したりしています。stlをそのままいじるのは結構大変なので、結局最初からモデリングしたほうが良い結果が得られるように思います。機械部品などはたいてい単純な構造なので。。。
Ichibey さんのcorecube sakura との主要な違い(と私が考えているところ)は、
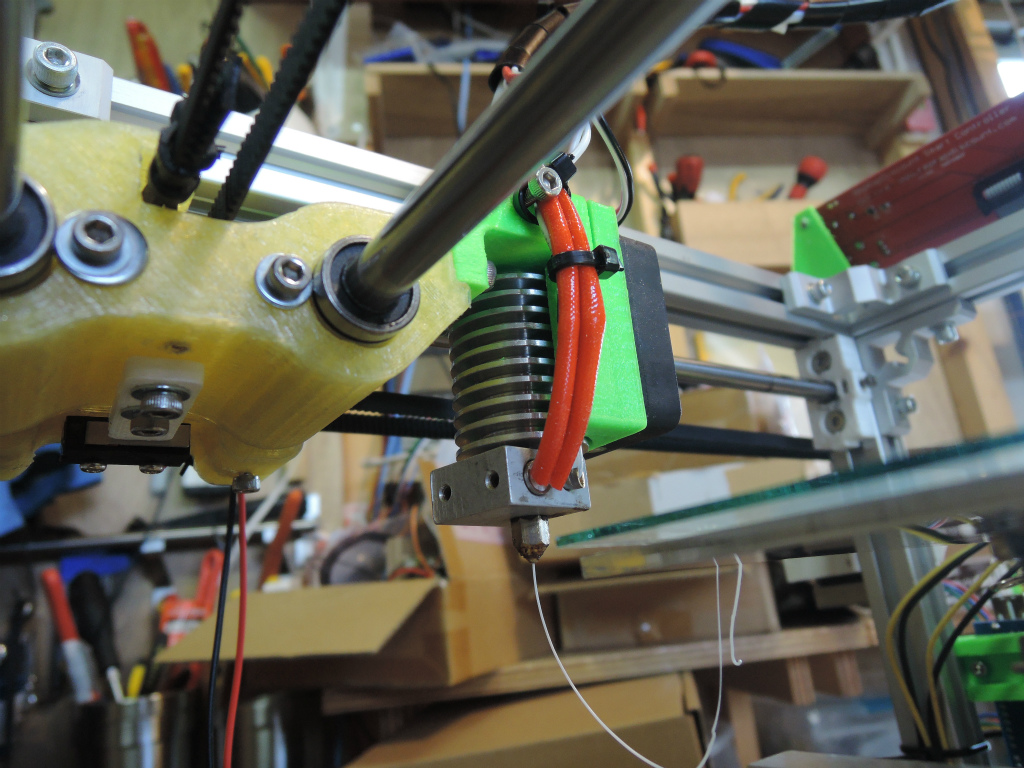
・エクストルーダーはボーデンタイプにしました。
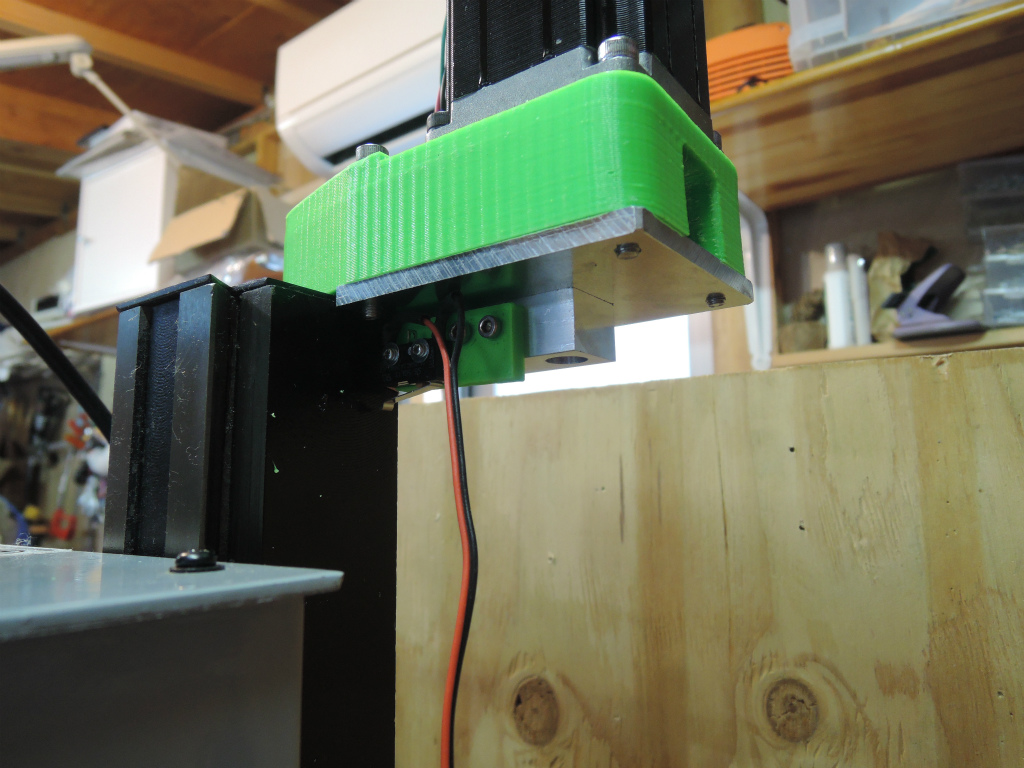
これは、1.5倍に大型化しているので、X軸の荷重をできるだけ減らしたいので。フレキシブルフィラメントを使う場合には、ダイレクトでないと問題が出るようですが、私はフレキシブルフィラメント使う予定がない。前に部品を購入してほったらかしになっていたatom 用のエクストルーダーセットをようやく組み立てて、20mmアルミフレームに3mm厚アルミ板を介して取り付けました。
・ホットエンドは中華のe3dモドキを使用。
2個で38ドルという激安プライスにつられて購入しましたが、片方のカートリッジヒーターがいきなり焼き切れ、もう片方ユニットはサーミスターが取れてしまうというトラブルに見舞われましたので、いきなり二個イチです。本家のe3dのほうは、ヒートシンク冷却用のファンとエアーダクトなど必要なものがついてきますが、こちらのほうはついていないので、X軸トレーラーにホットエンドを取り付ける部品と合わせてデザインしてつけました。
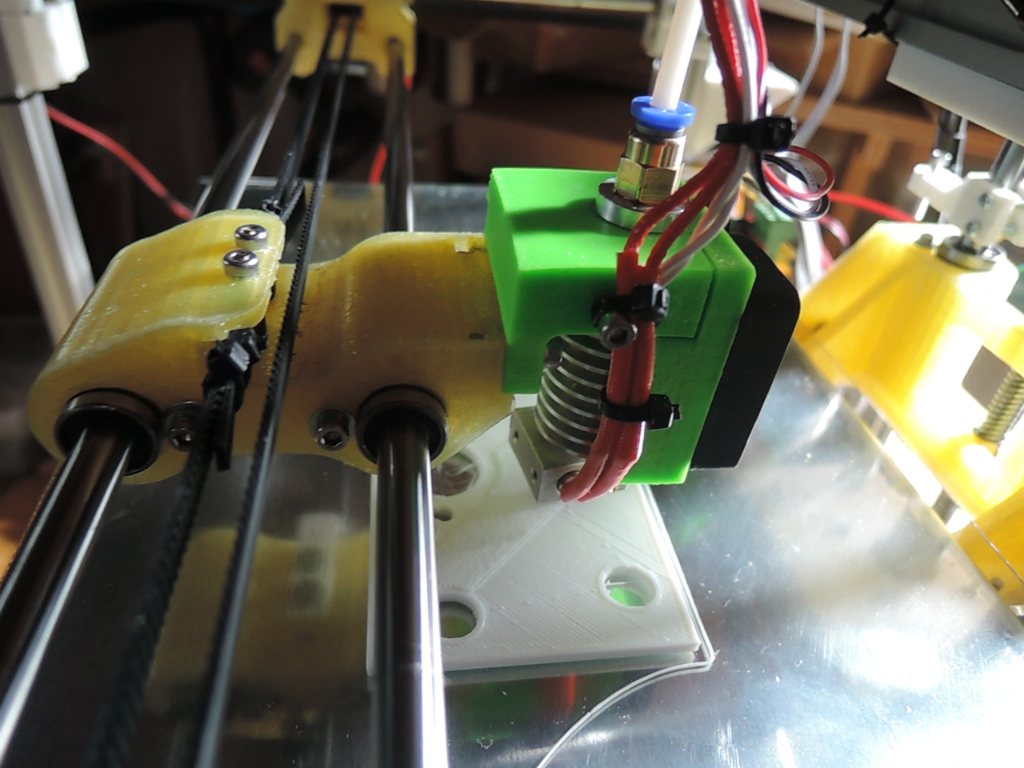
・Z軸は300mmの8mm台形ネジを採用。
これは、aliexpress でナット込みで売っていたので。このあたりにガタが出ると厄介なので、普通のネジは使いません。下側のベアリングはmonotaroの8mmセットカラー2個でおさえました。
・20mm角アルミフレームは、monotaroで売っている金具で組み付け。
この金具はかっちり組み付けするのには向いていません。スロットに少しでもはまるような構造ならいいのになあ。。。というわけでひと段落したらこの金具を少し改造して改良したいと思っています。フレームの直角が出るかで精度がかなり変わると思うのですが、今の構造だと調整がうまくやれない。
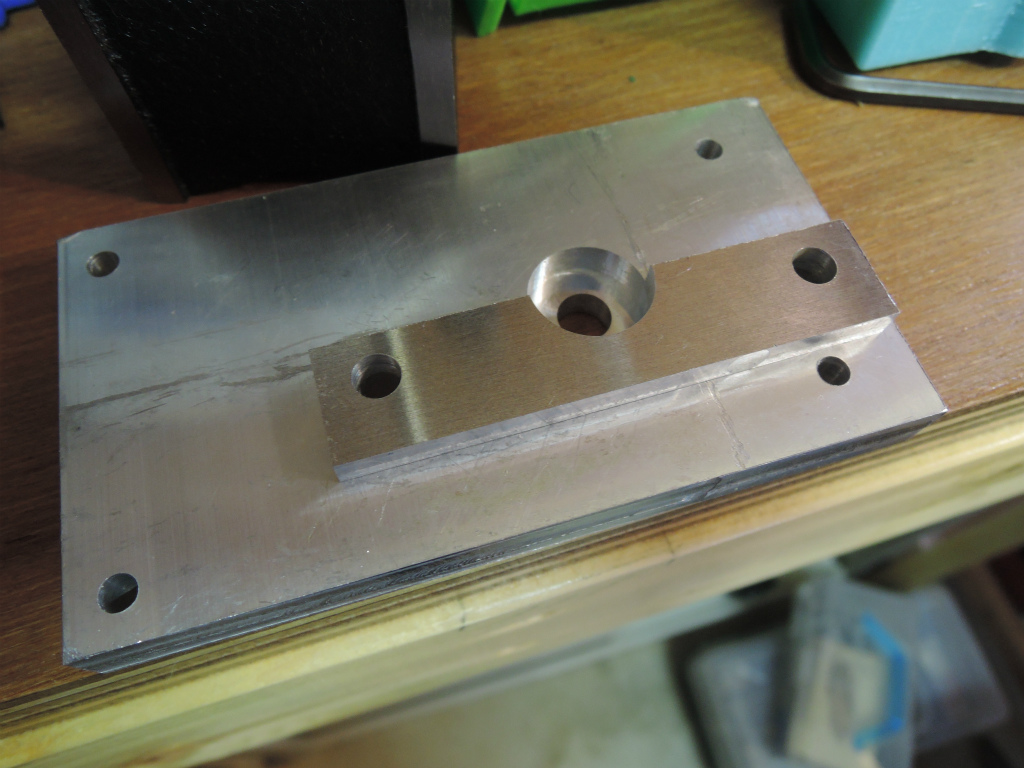
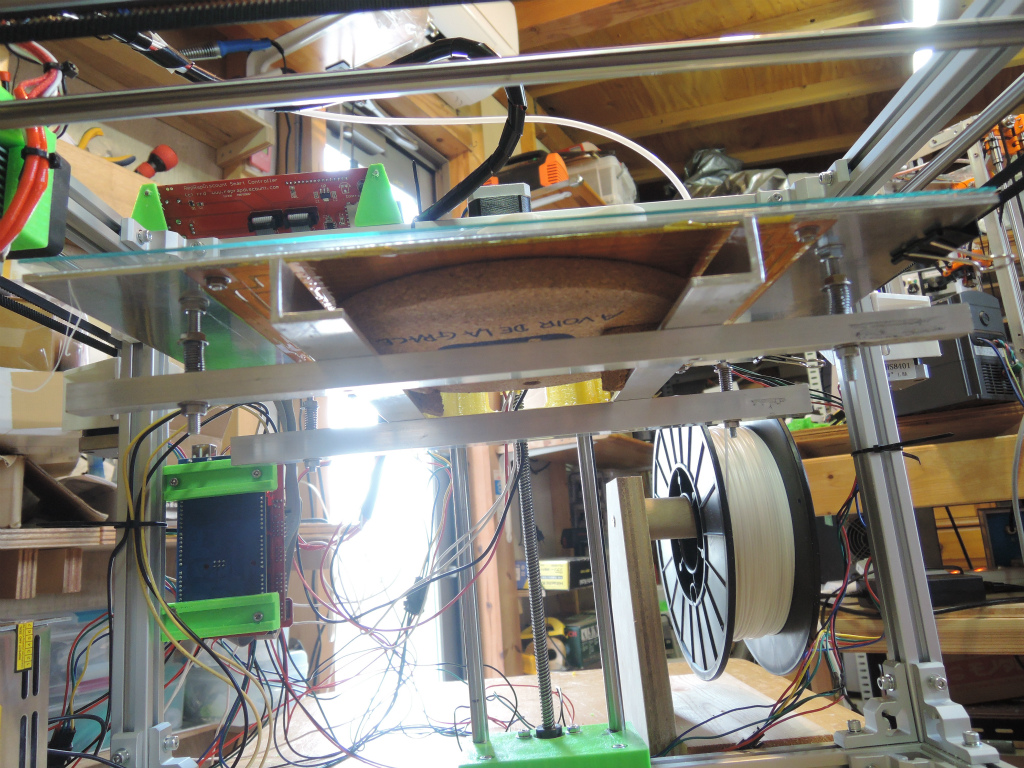
・ヒーテッドベッドは、CNCルーターで切削して製作したもの。
Z軸のテーブル回りはあまり参照するデザインが見当たらなかったので比較的苦労したところです。
こちら のデザインをエッチングではなく、CNCルーターで切削して製作しました。
電源が12Vだと発熱量がこの大きさのテーブルだと不足です。60℃くらいなら今の設定で維持できていますが、ここは改良が必要。とりあえず、ヒーテッドベッドの下にダイソーのコルクコースターをはさんでいます(押えは、コルクのクサビを入れているだけ!)が、これじゃあダメですね。
サーミスターは、外れてしまったe3dモドキのホットエンドについていたものを転用。転んでもただでは起きませんよ。
ヒーテッドベッドは、3mm厚の200x300mmアルミ板にねじ止めして、その上にダイソーで売っていたA4サイズ程度のフォトフレーム(100円)からとったガラス板をクリップで留める構造です。
ガラス板が激薄なのが実は良くて、ヒーテッドベッドのサーミスターで測定した温度とガラス板の上の温度は5℃程度の違いで済んでいます。
テーブルは4点支持していますが、構造に問題があり、調節に難あり。ここも改良が必要。横に長いと水平の調整が結構シビアなのでもう少し真面目に考えたものにする必要がありそうです。
・ファームウェアの設定
ファームウェアは1号機でも使っているRepetier firm のv0.92を使いました。
core-xy もサポートされていますので楽ちん。Web のコンフィギュレーターで設定して、ArduinoでコンパイルしてArduino mega 2560 (これも激安中華クローンを採用!)+RAMPS1.4に書き込んでいます。
現状で可動範囲はX 350mm Y 172mm Z 175mm程度ですがもう少し広げることは可能と思います。
Y軸が狭いですが、これは、ホットエンドの張り出しが大きいから。
X, Y, Z が160 step / mm (Zは違うかも リードスクリューが2mmピッチです)。Extruder 95.5steps/mmだったと思う。
X,Y,Z minにエンドストップのスイッチ(Normally close)を取り付け、Y, X, Zの順にホーミングするように設定しました。
プリントの様子はこんな感じです。
これは、作ったプリンタでこのプリンタの部品をプリントしなおしているところです。
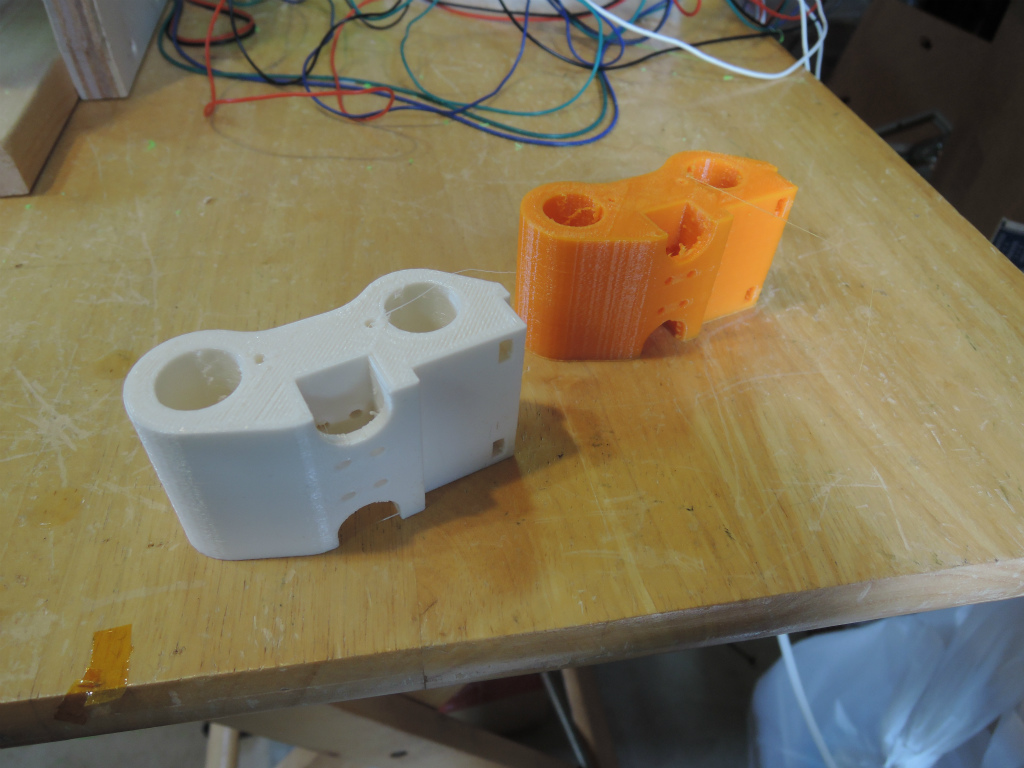
現状H-botのガントリー構成ですが、Core-XYに改造しようと思っていて部品をちまちま作っているところです。
白いのが2号機でPLAで出力。オレンジが中華激安ABSを1号機で出力したもので、おおむね2号機のほうが良好。
XYガントリーの調整とZ軸周りの支持構造を見直したら、もう少しきれいにでるようになると思いますが、とりあえず元々のSTLモデルにあったポリゴンの構造がちゃんと見えるレベルなので、OKです。
カメラの高速度撮影モード(120fps)で撮影してみました。まあまあ良好ですが、ベルトが振動で共振しているのが気になります。CORE-XYにするとこの部分のフリーなベルトの長さが縮まるので改善はすると思いますが。
とりあえず、配線の整理、Zテーブルの改良、CORE-XYへの変更など盛りだくさんなメニューですが少しずつやっていければ。