
我が家の倉庫には、シャッターがついているのですが、シャッターの前のスペースには当然ものが置けません。
今のところ、シャッターのすぐ内側には自転車を入れているのですが、その上側のスペースにはぽっかりと空いた空間が・・・・ということに気がついて、ここに吊り棚を作ることにしました。
棚を作ってここに普段は収納をするわけなんですが、シャッターがついたスペースなので、何かあった時には、棚を上に跳ね上げて、シャッターの面をフルに使えるようにしたいということで、跳ねあげができるような構造の棚を作ってみようと思います。
可動式の棚なので、出来るだけ軽量に作りたいというところが難しいところですが試行錯誤してみることにしました。
まず、棚のフレームワークを作ります。これは、倉庫に転がっていた残り材で作りました。

そこに同じく転がっていた残りの合板を張ってすのこ状の棚板とします。

跳ね上げ式の棚を吊る金物をいろいろ考えてみたんですが、なかなかいいものがありませんね。
これがうまくいくかはわかりませんが、スチールの棚の材料で30mm幅のLアングルが比較的安価(600mmで500円)なので、これで吊るつもりで金具の材料を買ってきました。
棚を跳ね上げた時に、シャッターの高さにすでに作りつけてある棚と同じ高さまで上げたいので、吊り下げの金物をドッグレッグ状のものにすることを考えてみました。
ところが、そんな金具売っていません。ので、スチール棚のコーナー板をCNCで切ってオリジナルのL字金具をつくってみました。
結構、加工は大変です。というのも、腐ってもスチール棚なので、プレートは鋼鉄製。硬くて削りにくいです。
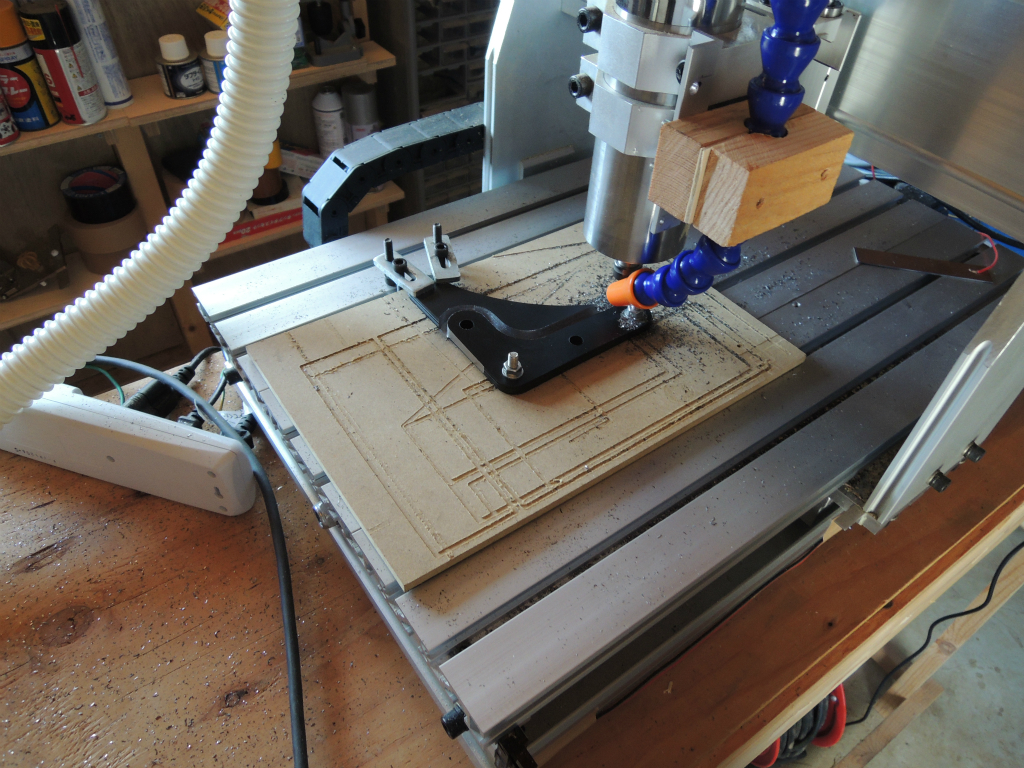
いつも通り、JW_CADで図面を書いてNCVCでGコードを作って切削です。
今回、プログラムでは最初F=180とかにしていたのですが、あまりに負荷が重いので、最終的にはF=100にオーバライドして切削を行いました。
6mmのハイスエンドミルを使ったんですが、鉄を切るのは初めてなので、回転数は様子を見ながら試行錯誤。最初10000rpm程度に設定していたが、遅い気がして、20000rpm程度に速くしたら、回転が速すぎたようで、ビットの先から炎が出てあっという間に1本エンドミルをオシャカにしてしまいました。そこで、F=100に落として、10000rpm程度に抑えて切削をしました。
機械の剛性が足りないため、10000rpmで切削をしていると、機械が共振していて危ない感じ。速度を上げると共振はしなくなりますが、今度はビットが過熱してオシャカになります。今思うと、設定した切り込み量0.5mmはこの機械には荷が重すぎた。0.2mm程度なら大丈夫な感じなので、時間をかけてゆっくりと削っていくしかないようです。
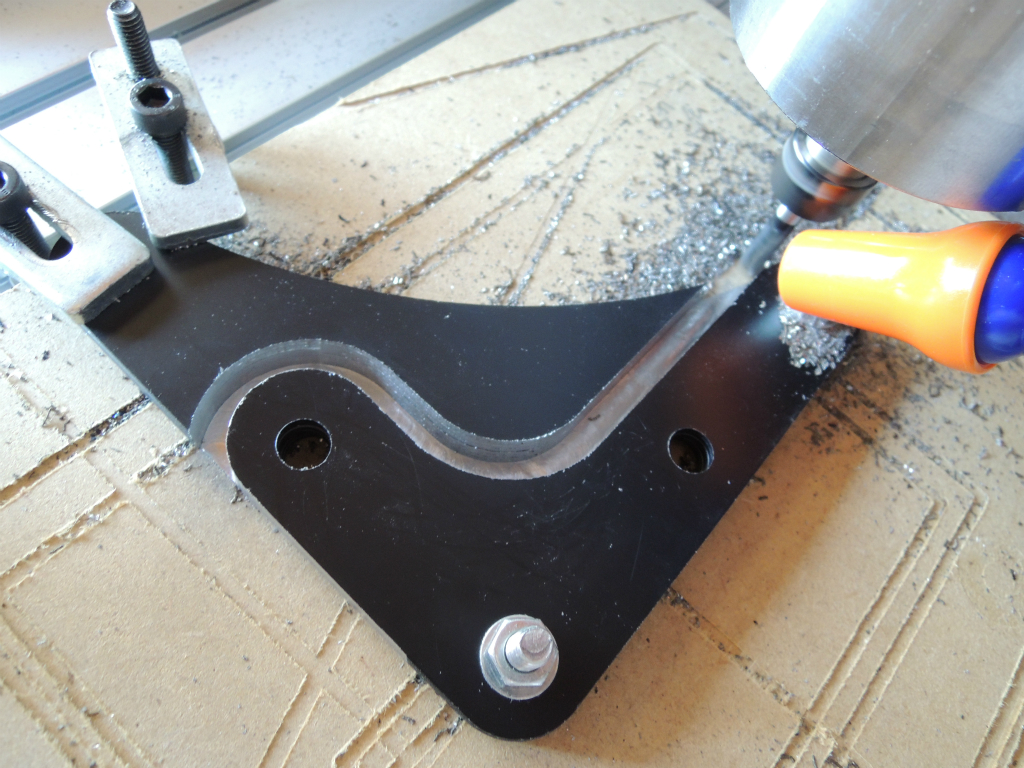
こんな具合に、コーナープレートを8枚重ねにして、一緒に切削してやりました。

出来上がった金物はこんな感じで、2枚1セットにして重ねて使うつもりです。
金物はだいたいこんな感じで組立てて、ドッグレッグの吊り金物にしますが、軸受がこれも売っている金物が適切なものがないので、スチール棚の金物(比較的安価)をまた切削して作る必要がありそうです。

今日は金物の切削に思いのほか苦労したので、取り付けまではいきませんでした。