我が家の中華なCNCルーター 3040Z-S ですが、初心者が使っているわけで、いろいろとミスをします。
あるとき、痛烈なミスをしてしまいました。よくあるミスかもしれませんが、スピンドルを止めた後、Z軸を十分に上にあげずに操作していました。加工対象の位置決めをして、その位置にオフセットを設定するつもりが、勘違いして、XYのみ原点に移動のコマンドをうってしまいました。そうすると、そのZ軸のままステージが原点に移動するわけですが、原点の位置との間にあったのは、ワーク固定用のクランプ。
刃物がクランプに衝突して折れちゃいました。刃物が折れただけだったらよかったのですが、このときZ軸が歪んでしまった様子。Z軸を上下させると明らかにスピンドルの先が振れています。とてもこのまま加工等できなさそうな感じ。
というわけで、苦しいトラブルシュートの開始です。
まず、Z軸をバラしてボールねじのところを観察。ボールねじが軸受と接する部分で曲がってしまって(1mm近くも!)、芯がずれてしまっているようです。
しばらく逡巡したあと、ボールねじの軸を削って芯を出すことにしました。
ネジの軸を削ると当然ベアリングとの隙間ができてしまいますから、軸を0.5mm程度削ってそこに真鍮のパイプを差し込んで調整することにしました。ボールねじはクロモリ鋼でできているわけですが、ミニルーターに超硬合金のカッターをつけて、ルーターをドリルスタンドにつけて、XYテーブルで少しづつ手でねじを送って削りました。
最初ハイスの刃物で削ったら、削ったはずの深さと出来上がりの軸の太さが矛盾していて「おっかしいなあ」と思っていましたが、実は刃物の方が急速に摩耗していたという・・・さすがに超硬の刃物だと問題なく切れました。
最終的にはそれなりにきれいに削れるようになりましたが、初めてのことばかりなので当然いろいろとミスをして、修正できたのかとっても不安な出来栄え。
ボールねじの軸を出すのはとても大変で、軸の上下それぞれ削って修正したら、修正した側にベアリングを挿して軸を決めて、そのうえで反対側の軸の修正削りをしてみましたが、どっかのローカルミニマムに落ち込んでいるような気がしてならない。
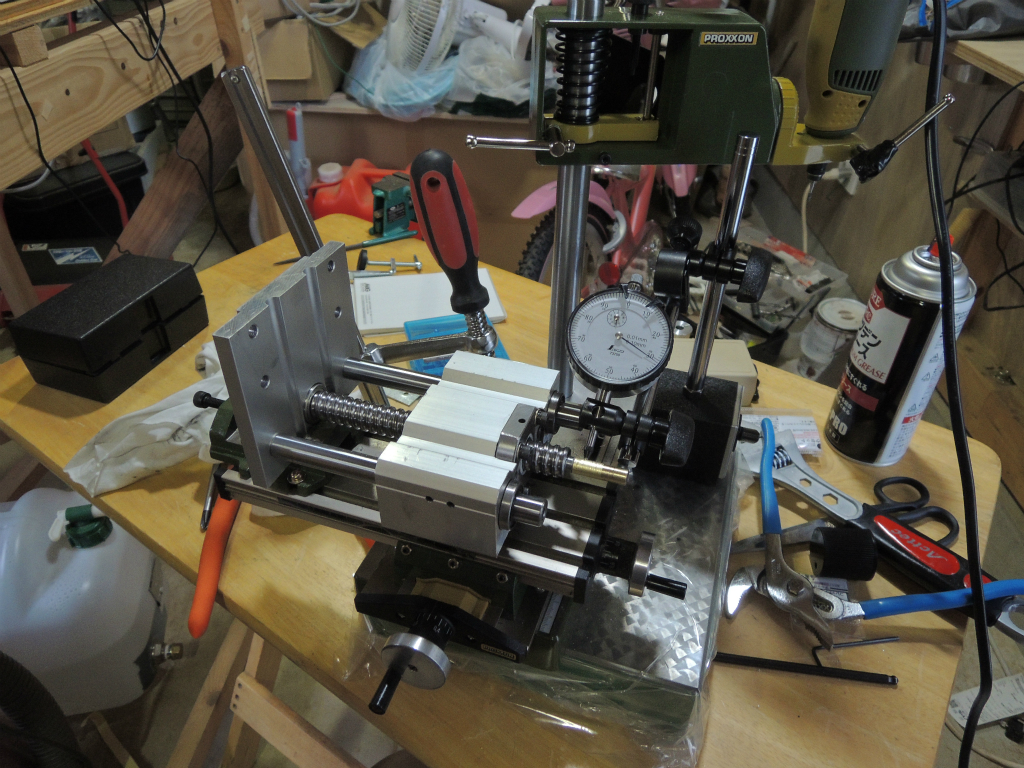
一応、修正した後、組立てて、ダイアルゲージでZ軸の動きを計測してみました。

計測は、Z軸を0.1mm ステップでジョグで送って、ダイアルゲージで動いた位置を測りました。
そうすると、ボールねじ1回転(5mm 分)を周期とする周期的な誤差が出ています。0.1mm 送ったつもりが0.09mmしか送れていないとかそういう感じです。
最初の計測時は、±0.06mm もの誤差が出てしまっていました。当然使い物になりません。
そこで、もう少し丁寧に軸を出したところ少し良くなって、±0.025mm程度の誤差にはなりましたが、依然大きいです。さらにいろいろ削ってみたりしたのですが、それ以上よくならないというか、むしろ少し悪化したような気もするので、ボールねじの軸でなくて他のところに問題があるのかもしれない。
X軸とY軸で同じ計測をすると、こちらは大体±0.01mm 以内の周期的誤差です。Z軸も基本的に構造は同じなので、同レベルの誤差には落ち着かせたいのですが、だんだんドツボにはまってきた気もしますので、とりあえず、このあたりで一旦一休みすることにしました。
ボールねじや軸受ベアリングや軸受のプレートなどを取り換えるといいのでしょうけど、もう少し追求してどこが誤差の原因なのかを考えてみたいと思っているところです。
ボールねじの受けを単純にラジアルベアリングで受ける構造になっているのですが、これでいいのだろうか?構造にも問題があるような気がします。

神奈川県に建てる家の建設過程とその後の記録