長らく、乙女高原観望会での鏡面研磨やっているんですが、最近は、娘の受験塾のこともあり、あまり行くチャンスがなくて、お休み状態に近いものがあります。
この夏休みも、7月の乙女高原観望会は参加(でも雨!)できましたが、8月は、出張予定とかぶっていてだめでした。
娘の塾のサポートを母親と交代でやる関係で夏休みを今週まとめてとっているので、「家で」鏡面研磨をこの際進めようと思いました(できるかな。。。?)
まず、家の環境は、鏡面研磨(ピッチ研磨)をやるにはちょっと温度が高めで、乙女高原の環境で作ったピッチ盤はNGです。
そこで、ピッチ研磨用のピースを家用に作ります。今日のためにあらかじめ道具をいくつかそろえておいたのと、事前作業をいくつかしておきました。
・ピッチ は、Gugolz #64 の光学研磨用ピッチを1kg購入しました。これは柔らかい仕様なので、松脂で固く調合する必要があります。
・松脂も1kg調達しておきました。どちらもamazonで。
・ピッチを調合するには、溶かさないといけませんが、そのため、蓋つき鍋をdaiso で、それから、いろいろと調理用具もdaisoで調達。
・溶かすために、ガスコンロではアレなので、電気コンロを買いました。ピッチ溶かし専用になっちゃうと思います。あ、でも他に美術工作とかいろいろ使い道はあるかもしれませんが。
大事なのが、ピッチピースの型をつくることです。ピッチピースの型は、今回ピースを3Dプリンターで造形(厚さ3mm 20x20mmの板を44枚)して、それを、ガラス板に並べ、離型剤を塗って、ガラス板の周りに油粘土で土手を作ったうえで、シリコーンゴムを流し込み、型を作りました(下のような感じ)。シリコーンゴムを混ぜるのに結構苦労して、3回に分けて流し込んだら少し表面がでこぼこになっちゃったので、一気に流し込めるように準備した方が良かった。

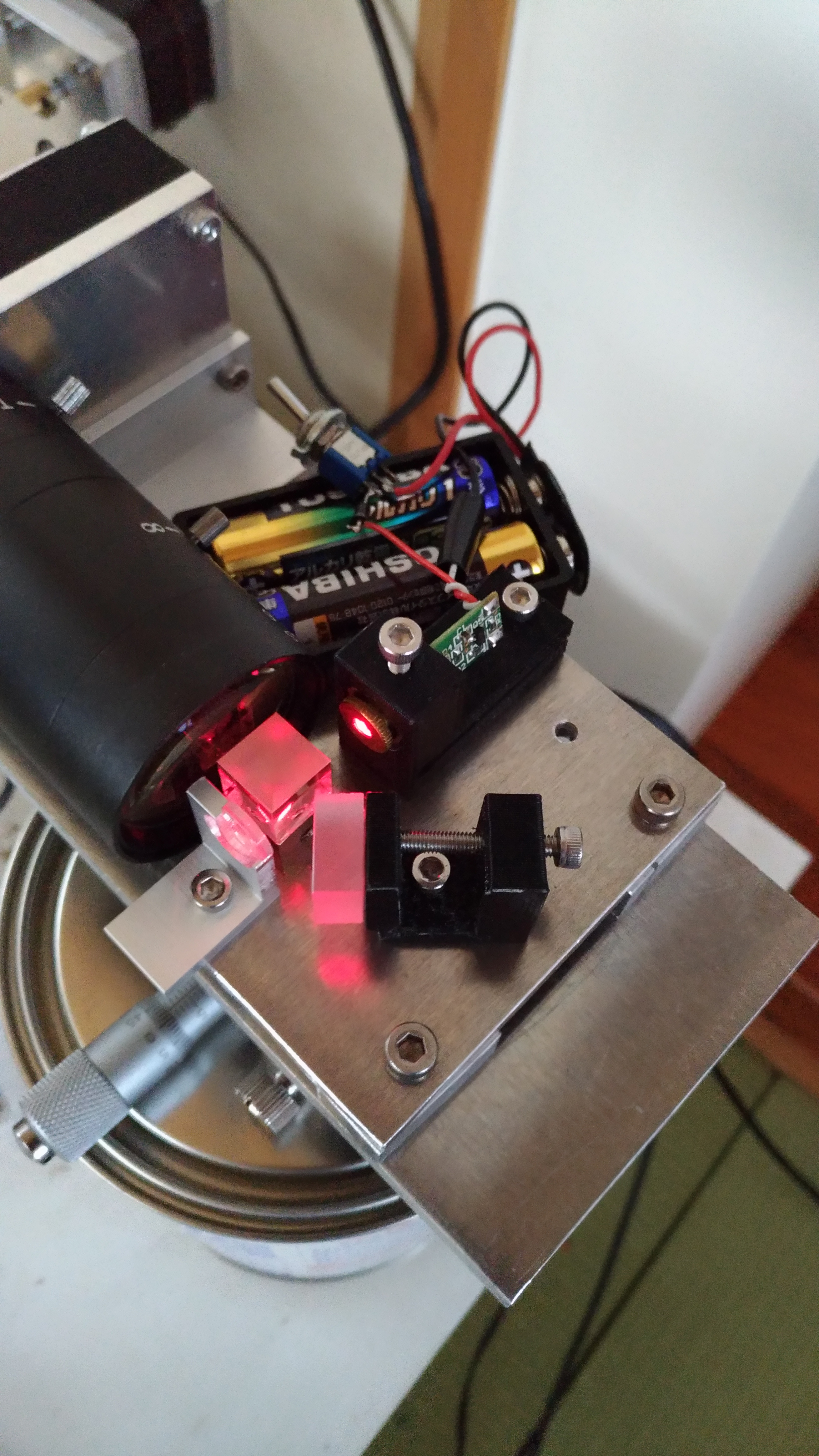
型が用意できたら、ピッチと松脂を調合します。今回、25℃~28℃の環境で研磨することを念頭に、重量比でピッチ4 松脂6の割合で調合しました。ピッチ(#64)を190g と松脂285gを秤り、鍋で溶かしました。ピッチはなかなか厄介な代物で、はじめ容器から取り出す方法がわからず、写真のように包装を剥いて、割って取り出しましたが、いい方法があるのかもしれない。でも、この写真のまま放置していたら、じわじわピッチが流れ始めた(?)ので、慌てて紙を巻いて流れちゃわないようにした(つもり)。

ピッチは、熱伝導性が悪く、しかも、粘性も高いので、溶かすのが結構大変です。
鍋に接したところが溶けてきたら、割りばしで攪拌して、できるだけ早くまだ溶けていないところに熱が伝わるようにしてみました。溶けた状態と粘った状態ではかなり粘性が違います。
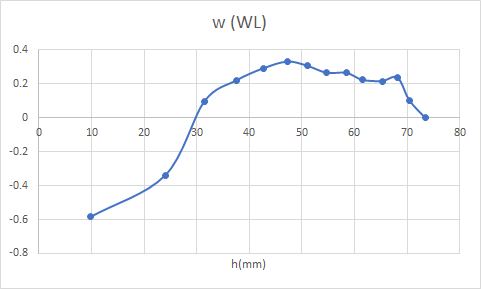
均一に溶かしたところで、一度、コンロをOFFにして、冷まして、針入度(固さみたいなもの)の測定をしました。1mm の針に200gの錘をつけて、1分間冷えたピッチに置いたところ、0.5-1mm弱凹みましたので、針入度は5-10程度、一応問題ない?固さに調合できたことにします。
上記は、星野次郎さんの「反射望遠鏡の作り方」の記述に従ったものです。
JIS K2207の針入度の定義を見ると規定の針が試料中に垂直に進入した長さの0.1mmを 1 として表す。とあります。荷重は100gでテストの時間は5秒とのこと。針の形状がJIS便覧にあるはずなのですが、手元にJISの便覧にないので不明です。
また、木辺さんの「反射望遠鏡の作り方」を見たのですが、それでは、針入度に対応させた記述はなく、爪の型がつくのがよい、とか、少し曲がって折れるのがよい、という程度の記述。
また、星野さんの本によると、松脂を8割も入れてしまうと、ピッチが割れやすくなってNGなので、そのような温度下では作業ができないともあります。つまり夏の研磨は空調が効いた部屋でやらないとNGということでしょう。

次に、もう一度コンロにかけて完全に溶かし、今度は型どりをしました。

一応はみ出しても受けられるようにダイソーのステンレスバットの上に型を置いて、ここに溶けたピッチを流し込みました。
流し込みは何度かやったけど、いい道具がないと結構難しく、次回からは注入用のじょうろ状の金具を鍋に取り付けたい感じ。温度が下がるとすぐに流れなくなっちゃうし、温度が高い段階ではめちゃくちゃ流れやすいので、イライラします。

型を溢れたピッチは、クッキングシートを乗せて、板でセメントを均すのと同じ要領で均して型の厚みに近い厚さに仕上げようとしました。
実は、これは2回目で、1回目は、クッキングシートを挟まずいきなりアルミ板を乗せて圧迫したら、ピッチは全部アルミ板にくっついてしまうし、あふれたピッチが型の上に残っちゃっていて、全然だめでした。全部やり直しでした。
その反省に基づいて、2回目はまあまあの出来、失敗したときのために2回目と合わせて2回分のピッチピース(88枚)を作成しました。

型からはみ出たピッチが残っていますが、毛抜きなどでピッチピースから取り除くとよいと思います。
そんな感じで、明日は、盤にこのピッチピースを貼りつけ、鏡で型どりして研磨まで行きたいと思います。