電源容量不足は、普段OKでも、何かの拍子でプリンターなどが電力を食うことがたまにあり、そこでトラブルを起こすので、厄介です。私が困ったのは、後述のLED照明のためUSBポートに接続して電源を取っていたのですが、このために、USBポートの電源容量の余裕が小さかった様で、LED照明を繋ぐと頻繁に止まりました。また、3Dプリンターでz-probeのためにサーボを動かしたときもトラブル発生。raspberry pi のほうでusb への電源供給は多少調節が効くようですが、控えめにすることが吉のようで、最終的にはLEDライトはRaspberry Piとは別のダイソーUSB-ACアダプターを使って点灯しています。
CPU負荷は、最新のRaspberry Pi 3b+ なら問題ないようですが、それ以外のRaspberry pi だと何かと止まります。3B+を使っても、2台のプリンターを繋いで同時に動かそうとしたり(ここを参考に)すると、たまに止まりますのでずいぶん無駄な時間を使ってしまいました。
実用するには、Raspberry Pi 3B+, USB カメラ1台、3Dプリンター1台の組み合わせがいいところではないかと思います。
Octoprint にしてもRepetier Server にしても、Web カメラを接続してtime lapse を撮ったりできるようになっています。また、実際にカメラで見るのは精神面からも必要と思います。
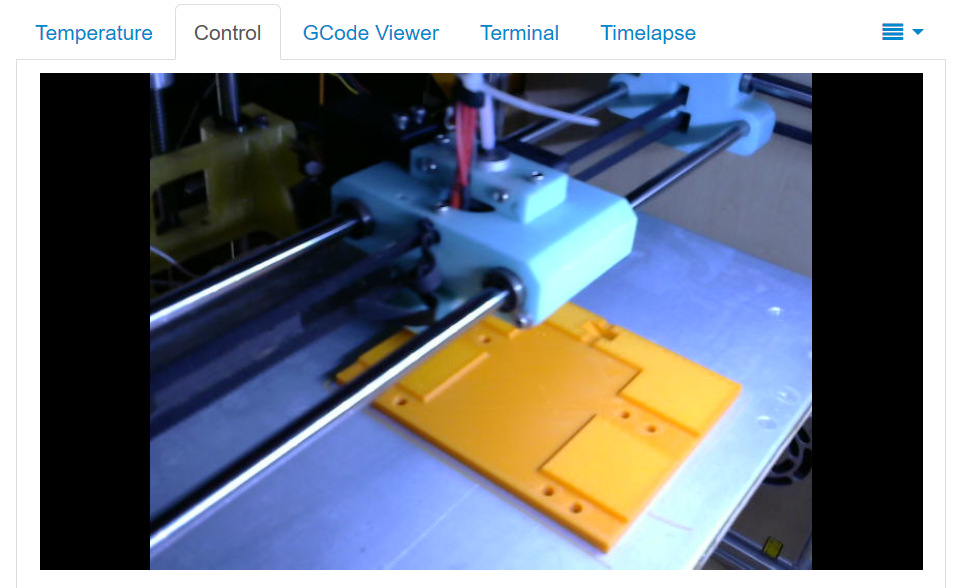
Octoprint はRaspberry Pi にUSBカメラを繋ぐと、mpeg_streamerが設定されているため、ほとんど何もいじらずに使えるようになります。
自作3Dプリンターで出力中・・・
Repetier Serverの方は、Repetierの方で紹介されているWindowsで動くカメラサーバーソフトを使ったりしてみましたが、なかなかうまくいかず、最終的には、Raspberry Pi につないだUSBカメラをWebカメラとして(Octoprint を動かしているRaspberry Pi をそのまま使う)動かし、Raspberry Pi のIPアドレスをRepetier Server で参照するようにしました。
9/18補足) これも、まだPi camera を使ってみるとか、raspberry piの負荷を下げようとしたり、いろいろと試行錯誤中。カメラは絶対に要ると思うけどいいソリューションがなかなかないのが現実。
Raspberry pi に複数USBカメラを繋ぐこともできますが、カメラのIDが入れ替わったりしないように設定が多少めんどくさい。
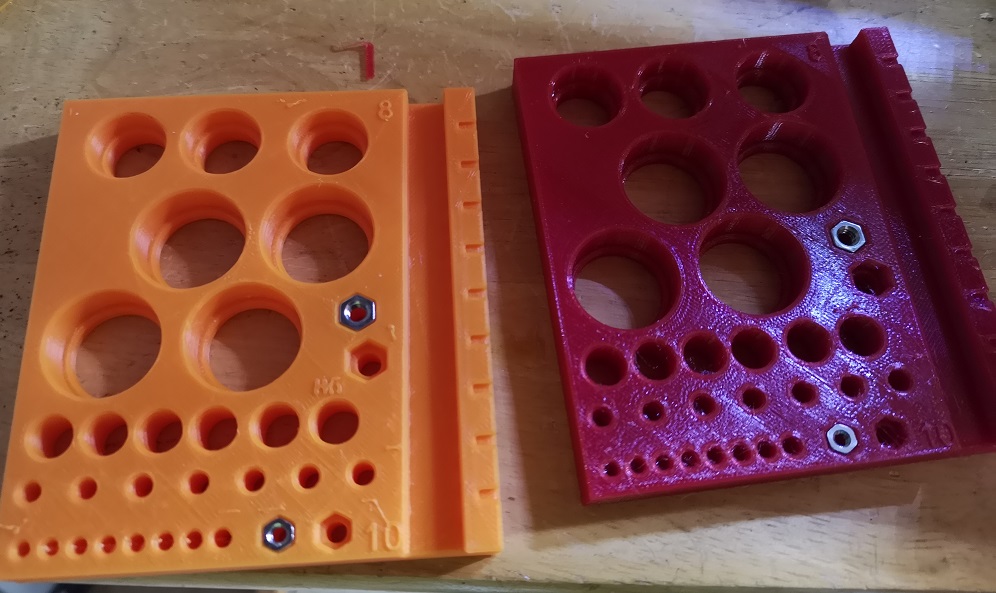
夜間寝ている間にもプリント作業を行いたいので、プリンターにLEDライトをつけました。これは、USB端子につなぐLEDテープライトがamazonとかで売っていますのでそれをカメラと同様にthingiverseで取り付け用の冶具データを探し、3Dプリントしてつけました。Raspberry Pi でこのUSB電源を制御したいところなのですが、そこまではまだです。LEDテープライトは少しでもWebカメラの絵を撮るには十分です。
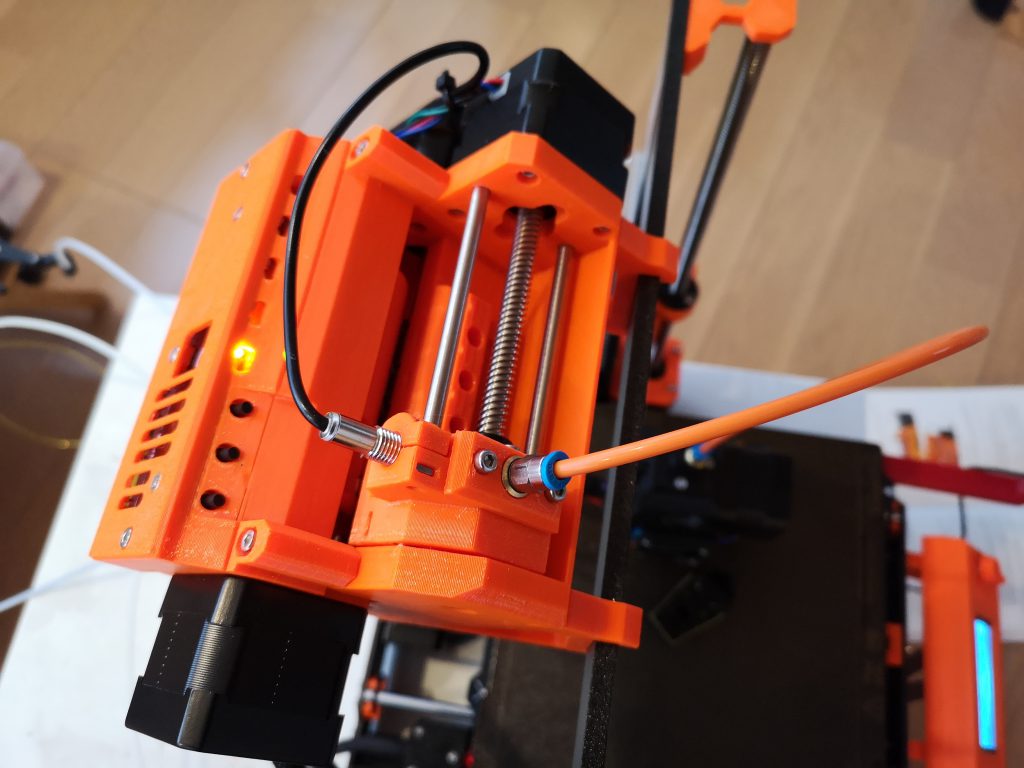
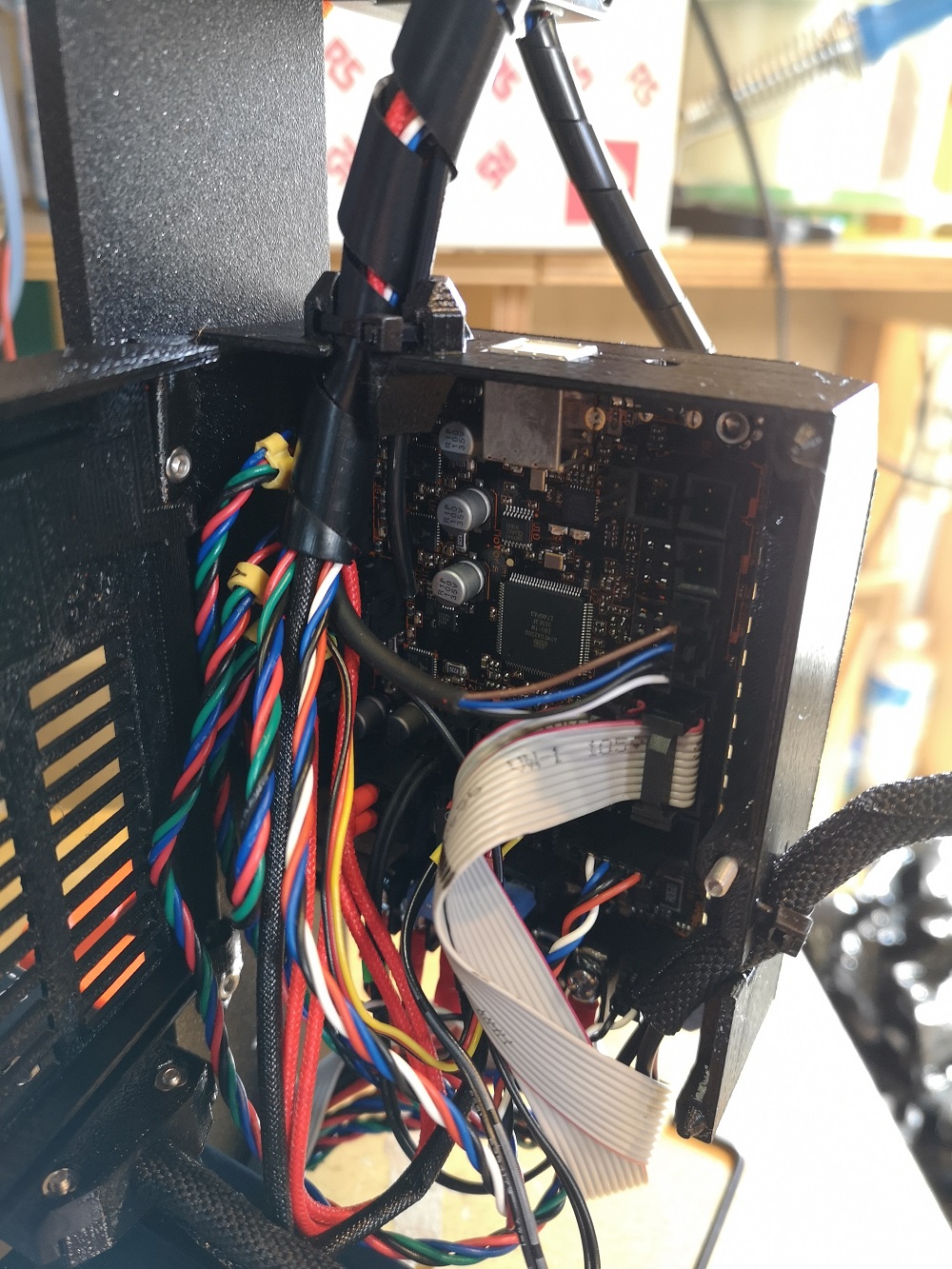
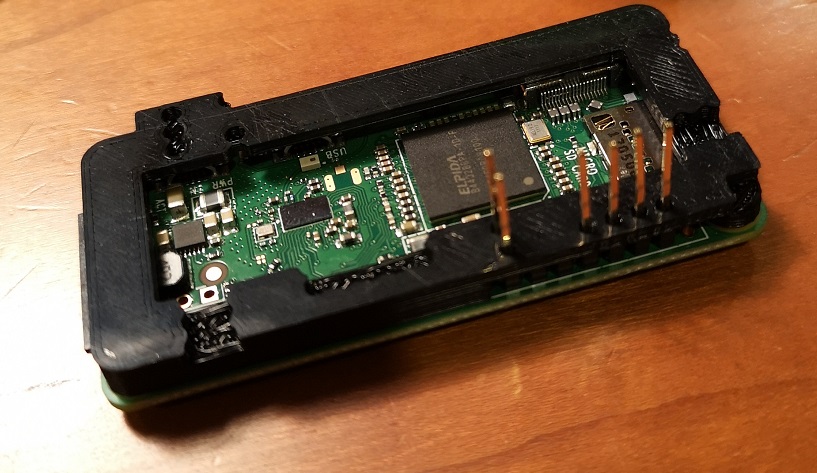
さらに、このプリンターはRaspberry pi zero Wをつけるとoctoprint でWifiでつなぐことができるようになっています。ので、ここの記述に従って、つけてみました。
raspberry pi zero W をprusa i3 mk3 のコントローラーボード に取り付けるため、プラスチックスペーサーを介しヘッダーピンを取り付けました。ヘッダーピンはピンの長さが18mm あるものが必要とあり、家のジャンク箱を探したのですが、なかったので、L型の2列ヘッダーピンの長い方を伸ばすとちょうど18mm程度となるので、それを使って作りました。よく見るとピンが折れ曲がっていますが、つながればよい、ということで。