なんだか、同じところをぐるぐる回っている気がしますが、昨日は、朝早起きして、前に少し進めたWebカメラをCマウントのカメラに改造する件と、鏡面の検査のためのフーコーテスターの改良(?)を進めてみました。
1.WebカメラをCマウントのカメラに改造する件
3DプリンターでWebカメラのCCD基板を保持する部分を作りました。最初、CADで図を描いた通りにプリントをしてみたのですが、使ったABS樹脂はかなり収縮するので、合わせてアルミ板で製作したレンズマウントと取り付けネジ穴の位置が合いません。ノギスで計測したところ、0.5%程度ABS樹脂でプリントした部品が収縮している様でしたので、逆に0.5%大きなサイズの部品に拡大してプリントしてみたところ、何とかOKになりました。

レンズのマウントは、5mm厚のアルミ板にCNCで穴をあけ、ミルスレッド工具を使ってフライスでCマウントのねじ(1-32UNC つまり1インチの25.4/32mmピッチのUnifyねじ)を切ってみました。ねじ切りは、Carmexのミルスレッド工具を買ってあったので、carmexのWebサイトで、ヘリカルねじ切りプログラムを作成して自分のCNCフライスで加工をしてみました。ねじ切り用の下穴は直径24.7mmの穴をfusion360 のCAM機能を用いてプログラムを作成し、6mmのエンドミルで加工してみましたが、機械の剛性が足りないせいか、はたまたエンドミルの径がきっちり6mmでないためか穴が小さすぎたため、最終的には24.9mmの下穴のプログラムを使って穴あけをしましたが、うまくいかない原因の追究まではできてません。
おそらく、フライスのX,Y軸駆動ねじにバックラッシュがあるため、ソフトで補正をしているのですが、補正がそれほどうまくいっていないのかもしれません。補正値は、作ったときに測った値のままですので、見直してみようかと思っていますが、時間がなかなか取れてないです。
ヘリカルねじ切りの方は、下穴の問題から何度かやり直しましたが、最終的にはレンズをしっかりねじ込めるねじを切ることができました。
Cマウントのねじ穴が切ってあるので、望遠鏡に取り付けて惑星を見るのにちょうどいいかも。または、結構このWebカメラの感度はよいようなので、自動ガイド用にもいいかも。
2.フーコーテスターの改良、と磨き中の鏡面の検査
先週、乙女高原観望会で研磨を進めたのですが、日曜朝に、現地で結構な積雪があったので、日曜の午前中の研磨作業はあきらめて撤収してきたのです。家で自習しようと思って機材を持ち帰ってきたのですが、案の定仕事で全く平日は進めることができませんでした。
なので、土曜の朝早起きして、少しでも進めようとしてみました。
まず、フーコーテスターのネジは、今まで5mmのずん切りボルトを使用していましたが、3DプリンターDIY用の部品に直径5mmの台形ネジのズンぎりとナットがとても安く売っていましたので、調達。台形ネジに取り換える作戦を実行しました。もともと切っていたねじ部をフライスで除去し、台形ネジとセットでついてきた台形ネジ用ナットを取り付けるべく、穴あけ、タップ切りに励みました。
その結果、現在のマイフーコーテスターは下のようになってます。テスターのいじくりばっかりしていて、一向に研磨が進捗していませんが気にしないことにします。
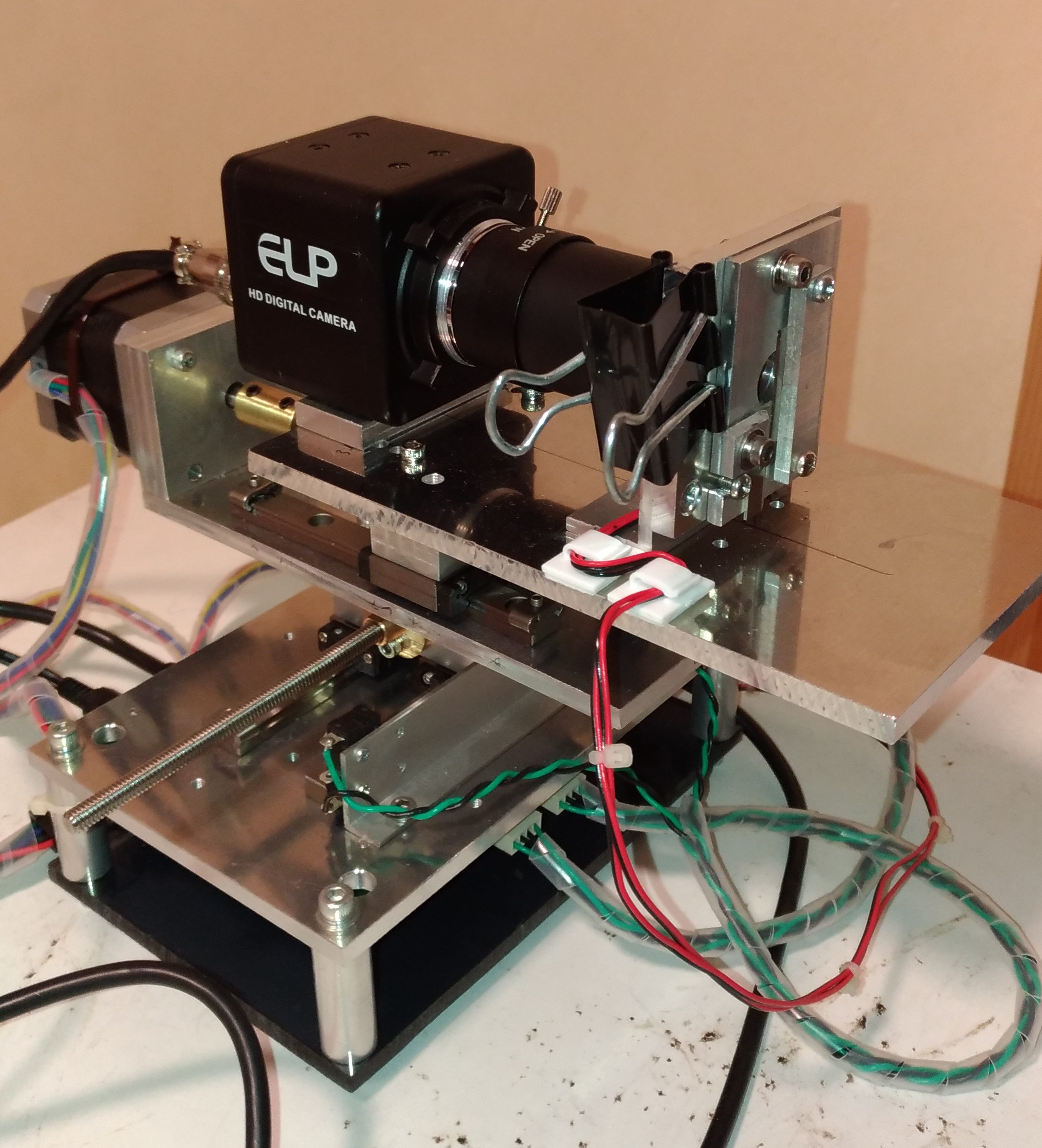
ステッピングモーターと台形ネジは、リジッドカップリングでつなげていますが、調整がちょっと煩雑でした。
なぜか、WebカメラをCマウントに改造したものを使っておらず、市販(Aliexpressで購入)の監視カメラをつけていますが、これはあまり気に入っていないので、そのうち改造したWebカメラに置き換えるかも。
台形ネジに変更したら、どちらの軸も、狙った通りに台座が動くようになり気持ちがよいです。
普通のネジを使うと、ねじとナットの当たり具合によって、ねじを回しても動くときと動きにくい時などが出てくるのですが、台形ネジは、軸方向だけ(に近い)ナットを押す力がかかるのか、そこの動きが非常に素直になりました。ステッピングモーターの回転と組み合わせて、1/1600 mm 単位で押し引きできることになっているのですが、フーコーの画像を見ていて、その解像度での動きが実際にできている感じはあります。
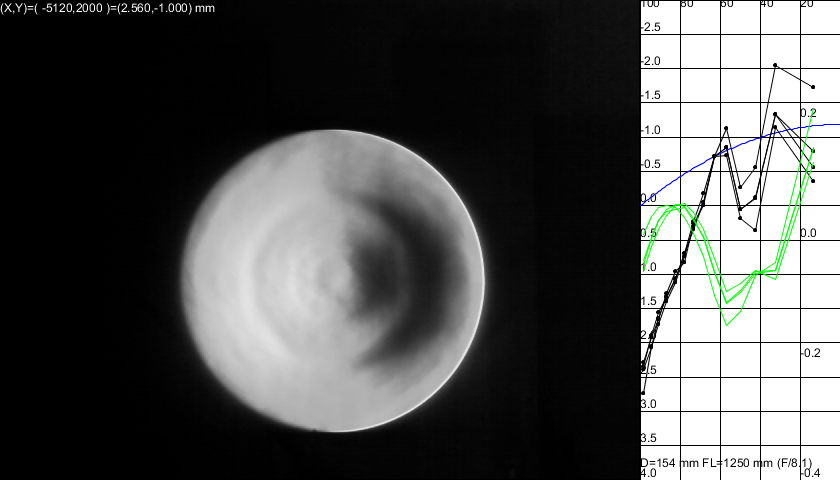
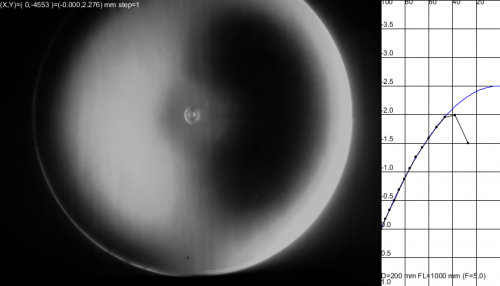
これで、乙女高原観望会から持ち帰った自分の鏡面を検査してみた結果が下記の通り。
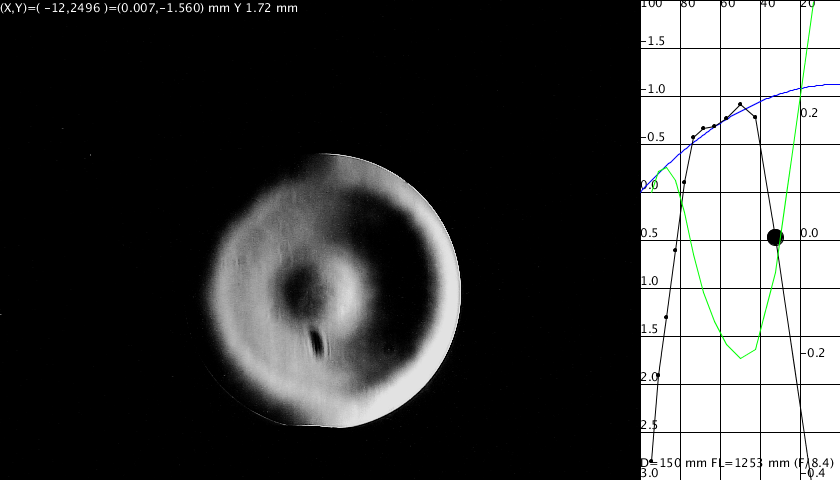
鏡の真ん中のは、たぶんレンズに乗っているごみが見えているものだと思います。
前は私の鏡は、リングがいっぱいできてしまっていたのですが、それは何とかおとなしくなりました。ただ、中心部に山ができているのと(読み取り合っているかな?)、もっと問題なのは外周がだれてしまっていてよくないです。おそらく外周のところのピッチ板と鏡面の密着がよくないのだと思う。山は外周の問題をショートストロークの研磨で解決した後にオーバーハング研磨をやって修正しようと思っています。
少なくとも放物面になっていたら、こんなにコントラスト高く鏡面の不整は読めないそうです。
検査をしながら、フーコーテスターの処理プログラムもあれこれ改良。自動ゾーンテストをするときに、ナイフエッジの像が中心で対称になっていないとあまりよいデータとなりませんので、X軸(ナイフ左右)をデータを見ながら微調整してくれるようプログラムを改造。まだ完全に動いてはいませんが、X軸の位置を自動で合わせこめるのは、便利そう。
とその辺まで進めたら時間ぎれ。今回もやっぱり研磨の作業をバンバンやるところまで到達しませんでした。でも、まあ少しずつでも進めばよいと思ってやっているところです。
あとは、CNCフライスに新しく導入したモーターコントローラーを使うにあたってのlinuxcncの設定調整とかあれこれやって1日終わってしまいました。