
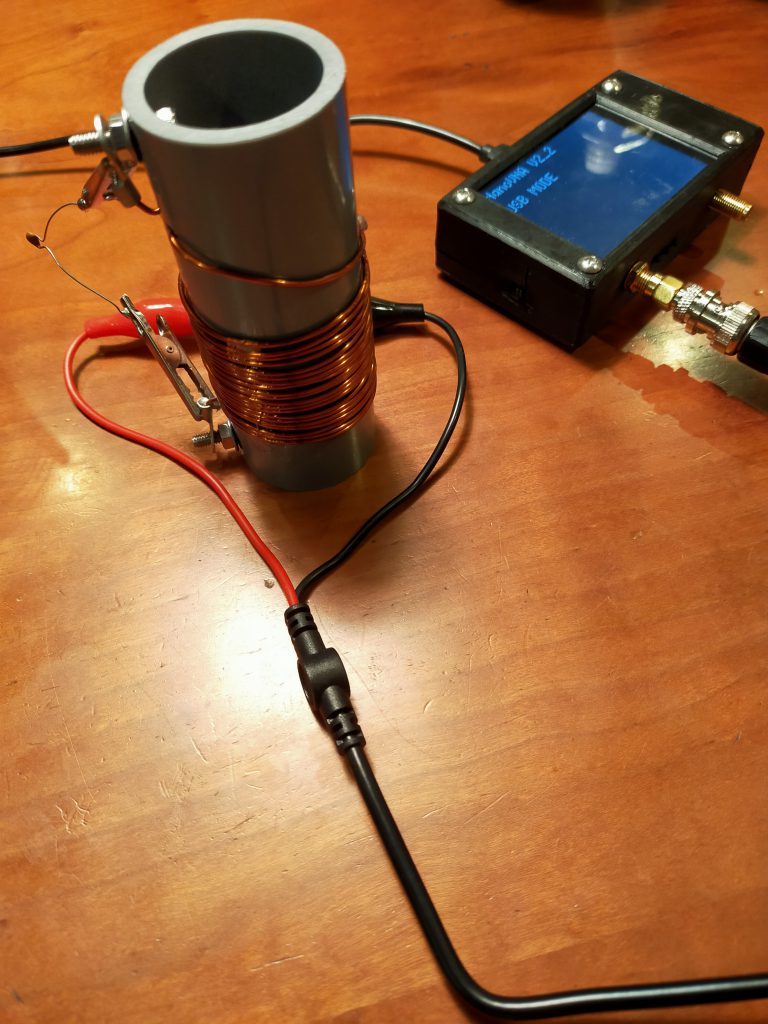
今、釣り竿アンテナを作ろうかと思っているんですが、マルチバンドに出られるようにしようということでトラップのために必要な空芯コイルを巻いてみました。
トラップの調整のため、インダクタンスを確かめ、MMANAを使った空芯コイルの設計の再現性を見てみようと、NanoVNA v2を使って、インダクタンスの測定をするのと、コイルのQ値を求めてみました。
巻いた空芯コイル(径3.9cm 29T 1.2mm径銅線巻き1.5mm程度の間隔)に15pFのセラミックコンデンサを並列に取り付け、共振させたうえで、NanoVNAからワンターンコイル でカップリングさせ、インピーダンスの高いところを探します。

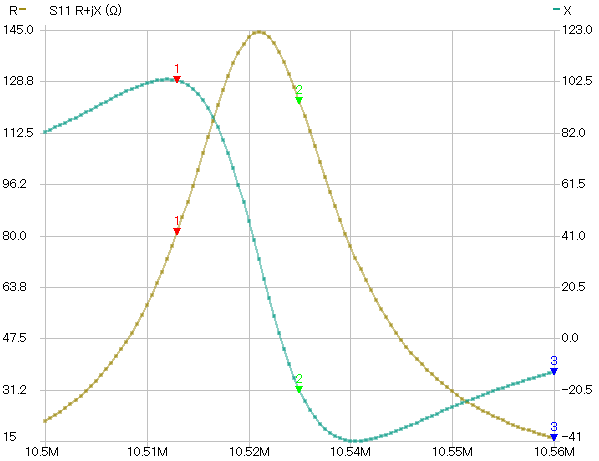
共振周波数は10.52MHz となりました。f=1/2π/sqrt(LC)ですので、L=1/(2πf)**2/C=15.2uHとなります。MMANAの空芯コイルの計算だと13uH程度なので、結構ずれが大きいなあ。なんでだろ(コイルの径が自在ブッシュの厚み分だけ太くなっているせいかな。。。?直径を4.2cmとするとだいたい似たような計算値となるけど)。
また、インピーダンス半分となる周波数幅を評価したところ、19.8kHz 程度ですので、Q=10.52M/19.8kHz= 530 ぐらいということでしょうか。
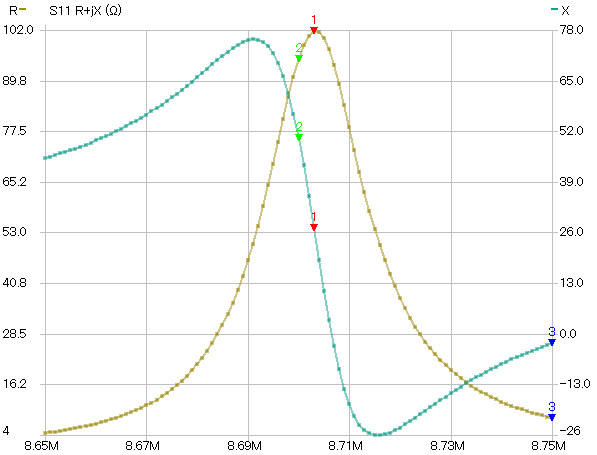
次に、塩ビ管にやや密巻きにしたの( 径3.9cm 21T 1.2mm径銅線巻き) を同様に測ってみます。

こちらは、共振周波数f=11.24MHzということで、13.4uH(MMANAの空芯コイルの計算では、ほぼこのあたりの値か、巻きスペースが不均質ですが)、少しQは低くQ=11.24M/30kHz =370 という感じです。
塩ビ管に巻いたのは重いのと、巻きスペースを均一にできないのですが、一方自在ブッシュを使ったのは、コイルが変形しやすいのが欠点。ということで、3Dプリンターで間隙巻きができるボビンを出力してそれで巻いてみようかなと。
そんな感じで、あれこれ試行錯誤を楽しんでます。

安上がりにアルミ線で巻いてみました。33T 3.9cm 1.5mm diameter 0.5mm spacing で、22.3uH Q=378 (MMANAでの計算では19.5uH)でした。
ひょっとしたら並列のキャパシタンスが15pFがずれているのかも。この後3D2Vの同軸コンデンサで共振させてみるのでその時も考えてみようと思います。
(3/25)トラップコイルを作るために始めたこれですが、トラップダイポールは同調がクリティカルで、飛びはあまり期待できないなあ、ということがMMANAでいろいろいじっているうちに思い始め、トラップダイポールでなくフルサイズのギボシ接続でバンド変更を行う14MHz, 21MHz Vダイポールにしようかなとか思い始めてます。
で、7MHzはVCHアンテナにしてみようかなと。
ということで、これを作りました。

7cm 3mmピッチで1.5mm 径のアルミ線を33回巻きました。同様にVNAでコイルのQとインダクタンスを測定したところ、46.5uH, Q=615となりました。やっぱりMMANAでのコイル設計の値(40uH)より大きな値がでるなあ。どれも同様の15%ぐらい大きな値が出ているので、これはキャパシタの値の誤差のような気がしてきました。手元のLCメーターで確かめたら確かに16.9pFと整合的な違いが出てましたので、そうですね。
